
Wuxi Smart CNC تجهیزات گروه شرکت ، محدود
"کیفیت اول ، مشتری اول"
CNC هوشمند نه تنها Press Brake ، دستگاه لیزر ، برشی ، غلتک ماشین را تولید می کند ، بلکه سایر راه حل های کامل دستگاه فلز را نیز تهیه می کند.
January 21, 2019
در حال حاضر، در این کشور صنعتی، دستگاه CNC V Grooving تبدیل به وسیله بسیار رایج شده است. بنابراین، استفاده از دستگاه V ماشین فرز چیست؟ پیشرفت آینده ماشین تراش CNC V چیست؟ بیایید نگاهی دقیق تر به دو دسته اصلی برای تفسیر داشته باشیم.
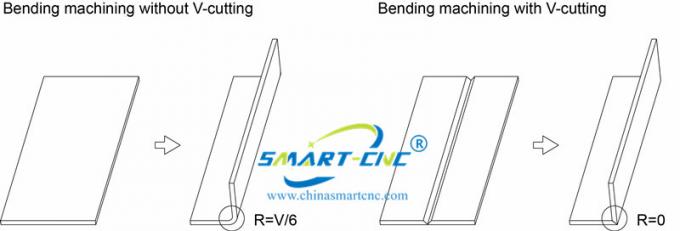
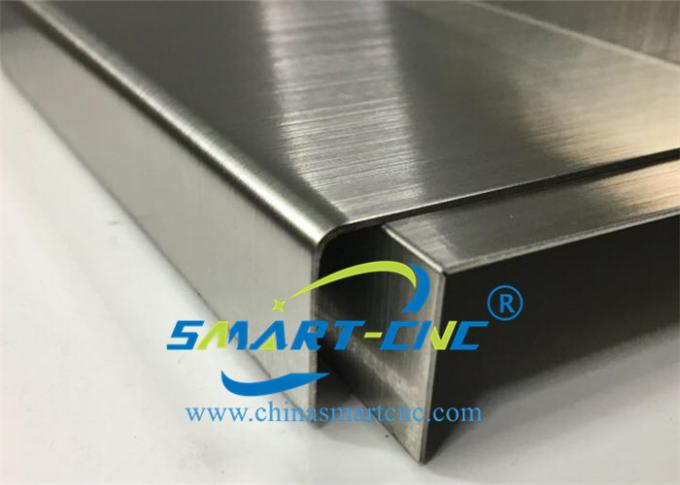
1. ویژگی های محصول V-grooving از ورق های ورقه ورقه قبل از خم شدن. لبه منحنی قطعه کار پس از خم شدن کوچک است و هیچ شعاعی ندارد. روند خمش نشان می دهد که شعاع لبه قطعه کار پس از خمش متناسب با ضخامت قطعه کار خم شده است، زیرا V در ورق فلزی نازک است. پس از تشکیل شیار، ضخامت ورق باقی مانده تنها نیمی از ضخامت ورقه اصلی یا حتی کوچکتر است، به طوری که شعاع لبه قطعه کار پس از خمش نیز کاهش می یابد. علاوه بر این، از آنجایی که ضخامت مواد ورق باقی مانده پس از شیار V شکل کوچک است، نیروی تغییر شکل در زمان خم شدن نیز کوچک است و انتشار بر روی سطح غیر قابل نفوذ تاثیر نمی گذارد، به طوری که سطح ورق خم فلزی قطعه کار بدون انعکاس است. این نیازهای ویژه دکوراسیون بالا پایان را در هتل ها، رستوران ها، رستوران ها، ساختمان های تجاری، بانک ها، فرودگاه ها و مکان های دیگر را برآورده خواهد کرد.
2. نیروی خمش مورد نیاز برای کاهش خمیدگی ورقه ورقه از روند خمیدگی شناخته شده است. نیروی خمیدگی مواد ورق نیز متناسب با ضخامت ورق خم شده است و ورق ورق فلز قبل از خم شدن V شکل است. پس از شیار، ضخامت ورق باقیمانده حدود نیمی از ضخامت ورق اصلی یا کوچکتر است، به طوری که نیروی خمش مورد نیاز برای خمش ورق به ترتیب کاهش می یابد، به طوری که ورق بلند روی دستگاه خم کنی کوچکتر . همچنین ممکن است خم شود. این می تواند سرمایه گذاری در تجهیزات را کاهش داده و انرژی را ذخیره کند.
3. برخی از مواد ویژه را می توان به لوله مستطیل شکل بر روی یک دستگاه خمش معمولی با یک قالب جهانی استفاده کرد. این نوع مواد را نمی توان بر روی یک دستگاه خمش معمولی خم کرد، یا برای طراحی تکمیل کار، یک طراحی خاص از یک قالب پیچیده استفاده می شود. با این حال، با کنترل عمق شیار V ورق فلز ورق نازک، می توان نوع خاصی از مواد خم در دستگاه خم معمولی را با استفاده از یک قالب کلی عمومی خم کرد. روش خاصی است: ضخامت مواد باقی مانده ورقه V در آخرین روند خمش تا حدود 0.3 میلی متر کنترل می شود، به طوری که زاویه باز زدن فرایند خمش کوچک است و لوله مستطیل شکل نمی گیرد و تغییر نمی کند پس از قالب بندی
4. قرار دادن طول یك طرف منحنی قبل از خم كردن شیار ورق نازك ورق V برای ورق نازك فلزی می تواند از قبل برای خم كردن طول یك سطح منحنی استفاده شود و سپس V را در دستگاه خم كن . نوع شیار سیم خم شده است، به طوری که اطمینان از دقت طول از طرف خم، و می تواند کارکرد مواد عقب دستگاه خم کن کنترل عددی را جایگزین کند. البته فرض بر این است که دقت موقعیت دنده V نوع باید به ± 0.05 میلی متر برسد.


